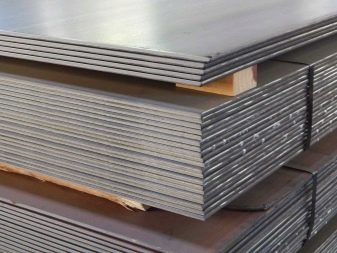
מוצרי גיליון מגולגל חם

מתכת מתגלגלת חמה היא מוצר מתכתי פופולרי למדי עם מבחר מיוחד משלו. כאשר קונים אותו, אתה בהחלט צריך להבין את ההבדלים בין יריעות מתכת מגולגלות קר העשויות מתכת C245 ומותגים אחרים. זה יאפשר לך לקבוע מה עדיף במקרה מסוים: מתכת קרה או עדיין חמה.

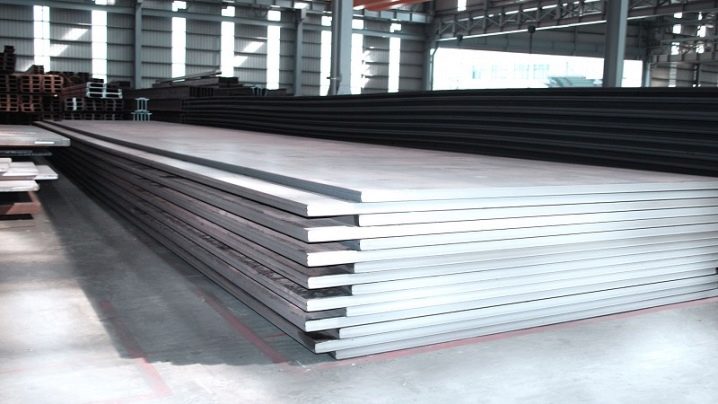
תכונות של ייצור
כבר מהשם ברור שמוצרי יריעות מגולגלות חמות נוצרים בחימום מתכת גבוה... צריך להעלות את הטמפרטורה שלו עד 920 מעלות לפחות. ואז חלקי העבודה נשלחים למפעלי הגלגול, שם מסופק עיוות פלסטי עקב ריצה בפער בין הגלילים. לעיבוד, ניתן להשתמש בפלדה S245 וסגסוגות אחרות לבחירתם של טכנולוגים. מפעלי גלגול יכולים לייצר:
- לוּחַ;
- דַף;
- פס (ואז התגלגל לגלילים) מתכת.
ביציאה מהגלילים, המתכת המגולגלת נחשפת לפגיעת שולחנות רולר, סלילים לגלגול לגלילים, מערכות פריקת גלילים, היא נחתכת, מיישרת אותה וכדומה. אבל השלב הראשוני הוא חימום בתנורים מיוחדים (שם מוזנים לוחות באמצעות מנגנונים נפרדים). גלגול לאחר מסירת המתכת המחוממת למעמד הפונקציונלי מתרחש שוב ושוב. בחלק מהפורלינים ניתן להזין את הלוח לרוחב או בזווית מסוימת. מה שנקרא מכונת היישור אחראית על היישור.
בנוסף, אתה יכול לתרגל:
- קירור במקררים מיוחדים;
- בקרת איכות;
- סימון לעיבוד נוסף;
- חיתוך קצוות וקצוות;
- חיתוך ליריעות במידות מוגדרות;
- גלגול קר עזר (לשיפור החלקות ושיפור פרמטרים מכניים).
במקרים מסוימים, פלדה מגולוונת ומצופה בפולימרים. באופן כללי, גלגול חם נפוץ הרבה יותר מעבודה קרה. שיטה זו של מניפולציה מאפשרת להתמודד בצורה יעילה יותר עם ההטרוגניות המבנית וההפצה המעורפלת של חומרים בעובי החומר. יריעות גלילים אמורות להיות חתוכות באופן שווה באורך וברוחב, יש לשלוט בהיעדר כתמים וסדקים, חללים ותכלילי סיגים. כמו כן, נוכחותם של:
- שקיעות של פני השטח;
- בועות;
- סולם מגולגל;
- צרורות.
עסקים מתקדמים משתמשים מפעלי גלגול רחבים מתמשכים... הטחנות מתווספות עם מערכות בקרה אוטומטיות. הלוחות נעצרים בדיוק מול חורי המילוי, כי על כך אחראיות מכונות איתות מיוחדות. הליך החימום יכול לקחת מספר שעות, והוא לא פחות אחראי מגלגול עצמו. על קבוצת היציאות החספוס:
- הפסקות קנה מידה;
- גלגול ראשוני מתבצע;
- הדפנות דחוסות לרוחב הנדרש.
מזמרה מעופפת היא החלק החשוב ביותר בקבוצת טחנות הגמר. עליהם חותכים את ההתחלה והסוף של הרצועה. לאחר סיום העיבוד בקבוצת מכונות זו, חלקי העבודה מועברים עוד יותר באמצעות שולחן גלילי הפלט.
פיזור חום מואץ מסופק על ידי אספקת מים. סלילים בעוביים שונים מלופפים על סלילים שונים.

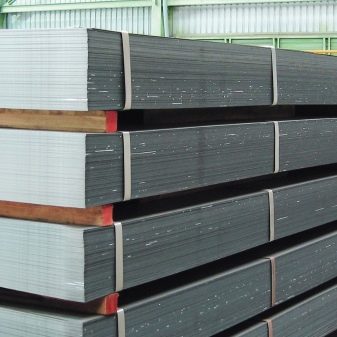
מִבְחָר
ייעוד הסוג והסיווג של מוצרי גיליון חייבים לעמוד בדרישות של GOST 19904 משנת 1974. עובי גיליון טיפוסי יכול להיות (במילימטרים):
- 0,4;
- 0,5;
- 0,55;
- 0,6;
- 1;
- 1,8;
- 2;
- 2,2;
- 3;
- 3,2;
- 4,5;
- 6;
- 7,5;
- 8;
- 9;
- 9,5;
- 10;
- 11;
- 14 מ"מ.
יש גם מזונות עבים יותר:
- 20;
- 21,5;
- 26;
- 52;
- 87;
- 95;
- 125;
- 160 מ"מ.
יריעות דקות מגולגלות חמות עשויות בדרך כלל ממתכת מחוזקת.לייצור דוודים ומכלי לחץ אחרים משתמשים בפלדות סגסוגת נמוכה, פחמן וסגסוגת. בנוסף, ישנם:
- סדינים להטבעה קרה;
- פלדה לבניית ספינות;
- סגסוגת מבנית בעלת רמת סגסוגת נמוכה לבניית גשרים;
- יריעות דיוק גבוהות וסטנדרטיות;
- מתכת בעלת השטיחות הגבוהה והגבוהה ביותר;
- גיליון שטוח משופר;
- פלדה עם שטוחות רגילה;
- מוצרים עם קצוות או ללא קצוות.


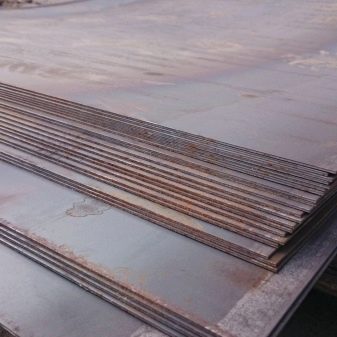
השוואה עם יריעות מגולגלות קר
יריעות מתכת מגולגלות חמות משמשות בעיקר לא בפני עצמן, אלא להמשך עיבוד ויישום בתעשיות נבחרות. המאפיינים שלהם אטרקטיביים מאוד עבור:
- הנדסת מכונות כללית;
- ייצור קרונות;
- בניית מכוניות וציוד מיוחד (נתח ניכר של מתכות שעבורן מדובר במוצרים מגולגלים חמים);
- בניית ספינות;
- ייצור מוצרי צריכה.
יכולים להיות הבדלים רציניים בין מותגים ספציפיים של השכרה. יש להם תכונות כימיות ופיזיקליות מסוימות בהתאם למטרות השימוש ותנאי ההפעלה. פלדה חמה עדיפה על פלדה קרה: היא זולה יותר. עובי המתכת המגולגלת חמה יכול להיות 160 מ"מ, אך עיבוד קר אינו מאפשר קבלת שכבה עבה מ-5 מ"מ.
גלגול מדויק הוא הבעיה העיקרית עם יריעות פלדה חמות. זה קשור לאי-הומוגניות של חימום על פני האזור, כמו גם עם קשיים בפיזור חום וקשיים אחרים. אבל הבעיות הללו מובטחות לדעוך לנוכח יתרון העלות. זה מאפשר לך ליישם פרויקטים בקנה מידה מלא ללא עלויות גבוהות.

היתרונות של מוצר מתכות כזה הם גם:
- התאמה להטבעה נוספת;
- רמה הגונה של איכויות ריתוך;
- חוזק מכני מעולה;
- התנגדות לעומסים לא דומים;
- רגישות נמוכה ללבוש;
- תקופה ארוכה של פעולה (בכפוף לטיפול זהיר בתרכובות נגד קורוזיה).
ככל שהמתכת עוברת דרך הגלילים, היא הופכת בהדרגה לדקה יותר ויותר. בנוסף, ניתן לתת למשטח תצורה גיאומטרית שונה. יריעות פרופיל משוחררות על חומרי הקירוי. בוני מכונות נוטים יותר לקנות סדינים שטוחים אם אין העדפה מיוחדת. דרגת הפלדה לגלגול נבחרה תוך התחשבות במשיכות הנדרשת, בחוזק ובגורמים אחרים.
סגסוגות St3 ו-09G2S מבוקשות. הם מתאימים לייצור מוצרי מתכת מגולגלים לשימוש כללי. על עבודה עם חומרי גלם פחמניים ומסגסוגים קלות חלים התקנים GOST 11903 משנת 1974. תקן זה מספק עובי שכבה של 0.5 עד 160 מ"מ. אם מתוכנן לייצר מוצרים מגולגלים מסגסוגת מבנית באיכות גבוהה, מומלץ לעקוב אחר הסטנדרטים של GOST 1577 משנת 1993. לא נדרש טיפול בחום למוצר דק יחסית. תקן 1980 קובע נורמות לייצור מוצרים מגולגלים עמידים במיוחד. העובי של מוצר כזה אינו עולה על 4 מ"מ.
רוחב ברירת המחדל מוגבל ל-50 ס"מ. עם זאת, הסכם בין היצרן לצרכן מאפשר לשנות נתון זה. ניתן להשתמש בסגסוגות 09G2S, 14G2, כמו גם 16GS, 17GS ועוד מספר אפשרויות.













התגובה נשלחה בהצלחה.