מחרטות מסתובבות אנכיות

מחרטות סיבוב אנכיות יכולות להיות ציוד טוב מאוד עבור תעשיות רבות. אבל אתה צריך לברר בדיוק מה המטרה והמרכיבים העיקריים שלהם, במה מצוידת תיבת ההילוכים. וגם תצטרך ללמוד תכונות אחרות של המכשיר, מצלמות של מכונות CNC, להכיר את קריטריוני הבחירה.
מכשיר ועיקרון הפעולה
קשה מאוד לומר בדיוק מה ההשקפה הכללית של מחרטות סיבוב-משעממות. הם מיוצגים על ידי מספר גדול מאוד של שינויים. וכל גרסה מותאמת לביצוע מגוון מאוד ספציפי של מניפולציות, אשר משתקף כצפוי במראה שלה ובביצועים הטכניים שלה. מודלים אוניברסליים של מחרטות אנכיות מתפשטים בהדרגה. אבל עדיין יש הבדלים רציניים מאוד ביניהם.


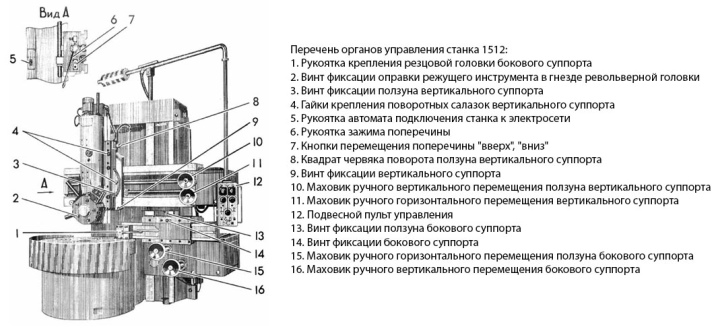
הצמתים העיקריים בתרשים המכשיר הם:
- מתלים;
- קישור תמסורת המספק את החיבור של החלקים העיקריים עם הכונן;
- מחסום;
- מכלול שלוחה, שבזכותו נע הציר;
- קליפרים (ממוקמים משמאל ומימין);
- כיסוי טכני;
- עריסה עבור לוח הפנים;
- זוג קופסאות הזנה;
- מערכת בקרת מפעיל;
- יחידת בקרת כוח;
- לוח חשמל.
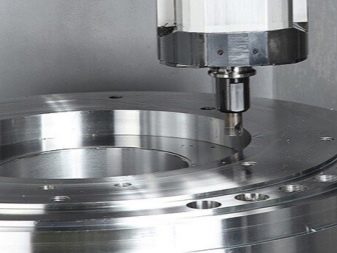
בעזרת מחרטות מפנה אנכי, אתה יכול לבצע מגוון של מניפולציות:
- לחתוך חריץ;
- לתת את הצורה הנדרשת למשטחים של חלקים גליליים או חרוטיים;
- להכין חורים עם הפרמטרים הנדרשים;
- לטחון אזורים שטוחים;
- לפרוש חומר עבודה ממתכת;
- לארגן גילוף;
- ליצור משטח מעוצב.


לסתות משעמם וכרסום משמשות מחרטות משעממות.
ניתן לעצב אותם אפילו עבור דגמים עם לוחות פנים גדולים. בעזרתם, חומר העבודה מחובר בצורה מושלמת, גם אם הוא כבד וגדול בגודלו. בדרך כלל 4 או 8 לסתות כלולות בסט טיפוסי. מחרטות סיבוב אנכיות נשלטות יותר ויותר בתוכנה (כלומר, נעשה שימוש בשליטה מספרית).
גישה זו ממזערת את הסכנה הכרוכה בגורם האנושי. הודות לו, דיוק העיבוד עולה משמעותית. יתרה מכך, ציוד כזה מאפשר עבודה במהירויות שאינן נגישות לחלוטין אפילו עבור סיבובי הקרוסלה המנוסים ביותר העובדים על ציוד פשוט. גרסאות ידניות משמשות לתעשיות המוגבלות לפעולות סיבוב פשוטות או לגיבוש מבנים. חלקי העבודה לעיבוד מקובעים בעיקר במחזיקי לוח הפנים.


לאחר מכן, התחל את הסיבוב במהירויות נמוכות. הפעלה זו מבטיחה שחומר העבודה מרוכז בצורה נכונה. ואז מכניסים את ראש הציר. הוא מועבר לאורך המעבר. לבסוף, מתחילה אספקת הנוזלים, אשר משמנת את המכונה ומסירה עודפי חום.
וויסות המהפכות ומצבי העיבוד תלוי במידה בה מצוידת תיבת ההילוכים, אילו רכיבים קיימים בה, כיצד הם מוגדרים. כל זה מתוכנן תוך התחשבות בתוכנית הקינמטית שנבחרה.
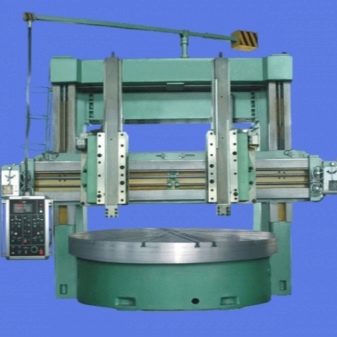
יש מחרטות אנכיות עם סטנד אחד או שניים. גרסת שני העמודים מסוגלת להתמודד עם חלקי עבודה גדולים יותר והיא יעילה מאוד בו זמנית. המיטות של מכשיר הדו-עמודים מכילים איבר צלב עם קליפרים משעממים ומסתובבים.

לתנועה של קליפרים אלה, בדרך כלל מסופקים מדריכים אופקיים. לבלוק המשעמם יש כרכרה אורכית עם מנגנון סיבוב. חלק מהמנגנון הוא המחוון, עליו מונח מחזיק החותך. שימוש נכון בשקופית המשעממת ובקבצים המצורפים לה מאפשר לך:
-
עבודה עם משטחים מחודדים;
-
נקבים;
-
לחתוך דרך החריצים הפנימיים.
ללא קשר לניואנסים הספציפיים, מכונות כאלה מיועדות למניפולציה של חלקים עם קטע החורג משמעותית מהאורך. לרוב אנחנו מדברים על קטעים של יותר מ-50 ס"מ. קל להבין שטכניקה כזו מבוקשת בענפים מיוחדים של הנדסת מכונות, שבהם היא נדרשת לייצר מוצרים גדולים.
מנגנון כמו קרוסלה מאפשר להעביר את הפריטים הרצויים במסלול אופקי סגור לחלוטין.

אם אלמנט החיתוך של המחרטה המשעממת עובד עם פנים קצה, אז ייווצרו עליו חריצים טבעתיים. אם אתה מזיז את הכלי עצמו במישור אופקי, אז אתה לא יכול עוד לטחון עגולים, אלא חריצים ספירליים. על ידי שינוי מצבי ההפעלה וההגדרות העדינות, ניתן לשנות באופן די דרסטי את גובה החריצים הללו. החריצים מעובדים לעומק שרירותי - זה יהיה תלוי רק באיזו אינטנסיבית קבורה גוש העבודה. ישנם כלים המאפשרים ליצור חריצים גם בדפנות – אין זה משנה אם הדפנות הללו ממוקמות בפנים או בחוץ.
סקירת מינים
בתיאום מראש
דגמים מגוונים מותאמים למגוון רחב של פעולות. כמובן, הם מפסידים בשלמות הייצור של מניפולציות בודדות. מכשירים מיוחדים ממוקדים צר, אך סוגים ספציפיים של עבודה מבוצעים ללא רבב. מחרטה אוניברסלי מסתובב ומשעמם יש לרוב מעמד בודד. לגדלים של מכשירים כאלה יש טווח גדלים משלהם, והבחירה של ממדים אלה נקבעת על פי הקטע של חומר העבודה.


מכונות סיבוב ומשעמם מיוחדות במיוחד מתוכננות בדרך כלל על בסיס דוגמאות אוניברסליות.
ניתן להגיע להתמחות:
- עלייה או ירידה בגובה שבו מתבצע העיבוד;
- שינוי מספר הקליפרים;
- התאמות לעיצוב הקליפרים;
- הכנסת ראשי כונן עזר;
- הוספה לעיצוב של צמתים המאפשרים לך לבצע פעולות מורכבות.



לפי מספר נקודות התמיכה
מכונות עמודות בודדות מצוידות רצוי במערכת בקרה מספרית. הם מאפשרים לך להתמודד עם מבנים עם חתך של לא יותר מ 150 ס"מ. אזור נוסף של יישום הוא מניפולציה של משטחים מחודדים. כל מכונה עמודה בודדת מכילה תומך צד עם מחזיק אוניברסלי.
סוג הדו-עמודים של המכשיר מאופיין בקשיחות ובאמינות מוגברת, ולכן הוא משמש לעבודה עם חלקי עבודה גדולים במיוחד. תנועת האיבר הצלב והתומכים מושגת בעזרת יחידה מיוחדת - "פורטל".


לפי מספר הקליפרים
יכול להיות שיש אחד או כמה מהם. מודלים בעלי תמיכה יחידה נבדלים על ידי תחום יישום צר יחסית.
ככל שיש יותר אלמנטים כאלה, כך היקף היישום רחב יותר.


לפי סוג ראש הציר
העיצוב הרגיל מבוסס על חותך בודד. סוג מודרני יותר הוא הצריח. עם זה, אתה יכול להשתמש בכמה חלקי חיתוך בבת אחת. התנועה מכוונת הן אופקית והן אנכית לפי בחירתכם. החותכים מוכנסים לראש אחד אחד, ואחד אחד הם מתחילים לעניינים.

לפי סוג השליטה בתנועות העבודה
בסדנאות רגילות ובבית, לרוב משתמשים בטכניקות ידניות לעיבוד מתכת. למרות הפשטות והקלילות, למכשירים כאלה יש מינוס - תצטרך לפעול בזהירות רבה. טכניקה כזו יכולה להתמודד רק עם משימות פשוטות, וגם כאשר הן מבוצעות, הגורם האנושי משחק תפקיד עצום.לכן, גם בגזרת משק הבית, מכונות CNC הופכות למובילות יותר ויותר משכנעות, למרות המחיר המוגבר.
כדאי לשים לב לפרמטרים של הציוד. למכונות טיפוסיות, המסופקות ברבים מהתעשייה, בנוסף למנוע החשמלי הראשי, יש כמה כונני עזר. יחידות מיוחדות אלו מאפשרות שליטה מדויקת יותר על החלקים הבודדים של מכונת הייצור. ככל שהחלקים גדולים יותר, כך תחנות הכוח צריכות להיות חזקות יותר. בתעשייה, זה לא נדיר עבור דגמי ציוד מחרטת הצורכים 10 קילוואט חשמל או יותר.


הקצב המוגבר של טכנולוגיית הקרוסלה נובע בעיקר מהפרטים של הרכבת לוחות פנים. סומכים עליו גם על דיוק מוגבר של מניפולציות. לכן, ניתן לבצע עבודה הדורשת סובלנות מוגבלת בהחלט. כדאי לשים לב לגובה ולחתך המרבי של החסר. גובה המבנים יכול להשתנות - במקרים שונים הוא 80-500 ס"מ.
הדיוק שבו יעובדו החלקים נקבע על פי האיכות של הגדרות בלוק המפתח. כפי שכבר צוין, בעת שימוש ב-CNC, נתון זה הוא מקסימלי. חלק מהמכונות לעיצוב מתאר ברמת דיוק גבוהה יכולות להפגין שיעורי שגיאה נמוכים אף יותר.
עם זאת, לא ניתן יהיה לשמור על עבודה ברמה כל כך גבוהה כל הזמן.

דוגמניות מובילות
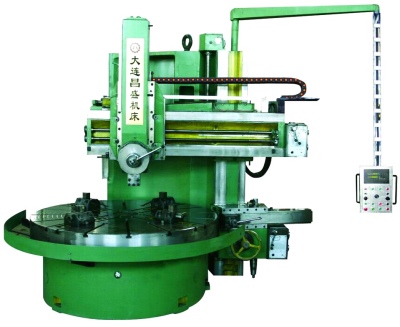
שוק המחרטות המשעמם מכיל מספר רב של דגמים שונים. Dalian Guofeng Machine Tools מציעה הצעה טובה. הדגמים 5231, 5240, 5250 יכולים להתחרות בביטחון עם מיטב העיצובים הביתיים. הם נבדלים על ידי דיוק מוגבר והם מעשיים למדי. אפילו ריקים עם צורות גיאומטריות מורכבות ניתן לעבד בהצלחה.

לכל הדגמים שתוארו זה עתה יש שני סטנדים. אבל יש גם גרסאות עמודות בודדות במבחר של החברה הסינית. ההספק שלהם הוא לא פחות מ-22,000 וואט ולא יותר מ-45,000 וואט. שינויים מ-5110 ל-5131 נשלטים מספרית. ציוד כזה הוא די יעיל, משלים על ידי סרוו מיוחדים.
תצטרך לשלם יותר עבור המוצרים של חברת ENCE GmbH השוויצרית. עם זאת, מדדי האיכות שלה גם גבוהים יותר. יצרן זה מסוגל להציע מספר קווים בבת אחת. אז, LEN 3000-5000 הן מכונות ללא CNC כברירת מחדל, אך במידת הצורך, ניתן להוסיף יחידת בקרה כזו. למודול הכוח הראשי יש כמה שלבים. המנוע החשמלי שלו מסוגל לספק 16 מהירויות שונות.

אם אתה צריך לעבוד עם ריקים בגודל של 125 עד 200 ס"מ, יש להעדיף את סדרת LEN 1250-2000... למכשירים אלה יש מובילי רולר. הגלילים עצמם מכילים מיסבים מתגלגלים המיוצרים בדיוק גבוה מאוד. הפחתת שגיאות מושגת גם עם מחזיקי כלים מאוזנים. כדי להגביר את האמינות והיציבות של הציוד, הוא מצויד בחלקים חשמליים של סימנס.

בין החברות המקומיות, יש לציין את מפעל הכלים הכבדים של קרסנודר. הוא מספק מספר דגמים של מחרטות אנכיות בבת אחת. כדי להזיז את הקליפר, הם מסופקים עם מובילי פלדה מוקשים. העיצוב בעל שני העמודים משתמש בזוג קליפרים של צריח, או שילוב של יחידות צריח ויחידות משעממות. דגמים מסוימים מאפשרים שימוש בקירור נוזלי בלחץ גבוה.

גם הגרסה 1A516MF3 מארגון Stankonov ראויה לתשומת לב. המעמד שלו מחובר לשולחן עם ברגים (המרווח משמש כמתווך). איבר הצלב מברזל יצוק מיוצר על ידי יציקה. המכשיר יכול להתמודד עם חלקי עבודה במשקל של עד 10,000 ק"ג.
כוונון הזנת הקליפר הוא ללא שלב.

חלופה היא מוצרי חברת "TBS". ליתר דיוק, גרסאות העמודות הבודדות 1512 / 1516F11 ו- 1512 / 1516F3. הם משתמשים בהזנות עם כוננים נפרדים. כברירת מחדל, נעשה שימוש בקליפרים של צריח; לבקשת הלקוחות, זה מסופק להצטייד עם מלחציים מיוחדים המפשטים את עיבוד הגלגלים.אמינות גבוהה נשמרת הודות לשימון מרכזי.

קריטריונים של בחירה
מחרטות מפנה אנכיות יכולות להיות עם לוחות פנים בקוטר גדול. זה קובע כמה גדול יהיה הציוד ואת גודל חלקי העבודה. בתורו, קצב הסיבוב של לוח החזית קובע עד כמה המערכת תהיה יעילה. יש צורך בדגמי רגל בודדת לייצור חלקים מחודדים. גרסאות דו-עמודים פופולריות יותר כאשר עובדים עם חלקי עבודה בחתך רוחב של 160 ס"מ או יותר.
במספר מקרים, הבחירה בשיטות עיבוד מתכת משחקת תפקיד חשוב. והיתכנותם במכונה ספציפית תלויה בכמה יחידות העבודה נעות אנכית ואופקית. על ידי שינוי זווית הנטייה של הקליפר, ניתן להשפיע על הגיאומטריה של המוצרים המיוצרים. זה יותר מתוחכם ומגוון, זווית הסטייה גדולה יותר מסופקת על ידי המעצבים. ישנם פרמטרים נוספים שחשוב לקחת בחשבון.


לכן, בנוסף למהירויות הגבוהות והנמוכות ביותר של לוח הפנים, כדאי לשים לב למספר ההדרגות. ככל שהוא גדול יותר, כך ניתן להתאים את מצב ההפעלה בצורה מדויקת יותר. אבל הצד השני של היתרון הזה הוא הסיבוך של הקינמטיקה. קשה יותר לחשב את זה, והסבירות לכשל כלשהו במהלך העבודה עולה. כדאי לשים לב לקיבולת של מגזין הכלים.
אם הוא גדול מספיק, תהליך עיבוד המתכת מפושט. באופן אידיאלי, ניתן לרכז את כל שרשרת הייצור במכונה אחת או יותר מאותו סוג. כאשר בוחרים מכשיר CNC, כדאי לחשוב על דיוק הפעולה של יחידות המנהל. הנקודה הקריטית היא הדיוק שבו מקבעים את לוח הפנים המסובב; כל פיהוק שלו מזווית נתונה אינו מקובל. עבור היעילות של החלפת כלי, מכונות עם צריחים מובחנים.















התגובה נשלחה בהצלחה.