הכל על מחרטות צריח

כדי לבצע פעולות שונות לעיבוד מוצרי מתכת, לעתים קרובות יש צורך להשתמש מחרטות. בקטגוריה גדולה נוכל להבחין ביחידות מסוג סיבוב מסתובב שהן הנפוצות ביותר.


תיאור כללי
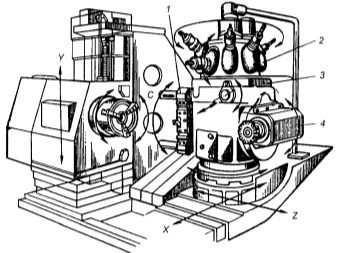
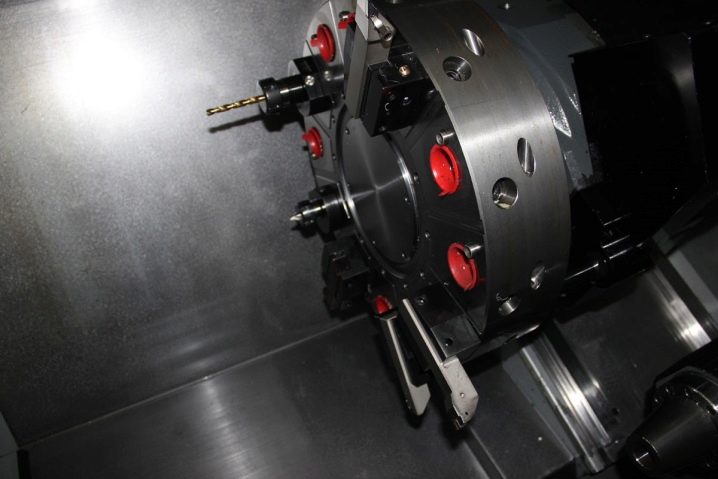
הייעוד הבסיסי של טכנולוגיית סיבוב צריח מתאים למתקנים טיפוסיים. ההבדל טמון בנוכחות של ראש סיבובי רב-מצבי. אלמנט מבני זה מגביר מאוד את יעילות הציוד וגם מקטין את הזמן הנדרש לעיבוד כל מוצר. חוץ מזה, שינויים מודרניים של TRS עם מודול CNC הפכו נפוצים. יש להם צריח, פינות ישיבה מיוחדות למיקום כלי חיתוך.
הסוג הנדרש של מבנה הראש נובע מההתפתחות המהירה של עיבוד מתכת. העובדה היא שפרט מבני כזה במקביל ל-CNC מאפשר להגדיל את מהירות העיבוד של מוצרים פי 2 או יותר. בנוסף, הוא משפר את הפרמטרים של דיוק מידות החלקים המוגמרים ואת מידת החספוס של פני השטח שלהם.
אם כבר מדברים על התקנות מחרטות צריח, יש צורך לזהות את העובדות העיקריות הבאות.


ברוב המקרים, זה ציוד נקנה לשימוש תעשייתי. הוא מותקן בבתי מלאכה העוסקים בייצור סדרתי של מוצרים; בכל שאר המקרים השימוש בו לא יהיה מוצדק כלכלית.
תכונות בסיסיות של מנגנוני סיבוב צריח לספק את היכולת לבצע עיבוד של אלמנטים בקצב הזנה גבוה במהירות מוגברת... נוזל קירור מיוחד מסופק לאזור החיתוך, המונע התחממות יתר של הכלי עצמו ושל חלקי העבודה המעובדים.

כל היחידות העיקריות של ציוד כזה ממוקמות באנלוגיה עם מחרטות אחרות - זה מה שמבטיח את מספר הפעולות שבוצעו. באופן כללי, הפרמטרים הטכניים של יחידות כאלה מספקים את היכולת להחליף במהירות את משטחי החיתוך.
צפיות
יצרנים מודרניים מציעים מגוון רחב של מחרטות צריח. הם נבדלים זה מזה במנגנון העבודה, טווח הפעולות שבוצעו, תכונות העיצוב ועוד כמה מאפיינים. הבה נתעכב ביתר פירוט על העילות הקיימות לסיווג של מתקנים כאלה.
לפי סוג חומר העבודה המעובד
בהתאם לסוג המוצרים המעובדים, מכונות הן לעבודת מחסנית או בר... פירים בקטרים גדולים קבועים בקופסאות המחסניות. קטע הבר קטן יותר, אבל יש להם אורך מרשים למדי.

לפי מיקום ציר היצירה
על ידי הצבת הציר של חלקי העבודה לעיבוד, אתה יכול לייעד שינויים אופקיים ואנכיים כמו גם בנטייה... כלי מכונות עם סידור אנכי ואופקי קיבלו את המחזור המרבי, מתקנים עם ציר נוטה משמשים הרבה פחות.
בנוסף, דגמים מסוימים מאפשרים להטות את החלק לצורך פנייה או פעולות אחרות המבוצעות בזווית קלה.


נוצרת קבוצה נפרדת התקנים חצי אוטומטיים מסתובבים ומסתובבים. הם מבוקשים כאשר עובדים עם מוטות בקטרים שונים.בין המאפיינים העיקריים של ציוד כזה הם המאפיינים הבאים.
מכונת ציר בודד, שיש לו רק ציר אחד מחורר כדי להכיל את הבר. במקרה זה, גודל החתך של החור קטן יחסית.
לציוד נוסף יש צורה של יחידה האחראית על האכלה והחזקה של המוצר במצב סטטי.


במקרה זה, התכנון מספק מכשיר למשיכה של האלמנט המעובד לאחר סיום הפעולה, המאפשר למקסם את האוטומציה של הייצור.
מיטב היצרנים והדגמים
רוב הארגונים המקומיים מתקינים את התקן TRS - 1P371, 1A365, 1N318, כמו גם S193A, 1365 ואחרים... עם זאת, בעשור האחרון ישנה נטייה להחליפם בגרסאות טכנולוגיות מתקדמות עם CNC. לשינויים עם CNC יתרונות רבים, בשל מידת האוטומציה והפונקציונליות המוגברת, כמו גם הדיוק יוצא הדופן של עיבוד שבבי.

הציוד 1V340F30, המוצע על ידי מפעל ברדיצ'ב, בולט במאפיינים הטכניים והתפעוליים המוגברים שלו. יחידה זו נשלטת באמצעות קומפלקס CNC, ועיצובה כולל ראש בעל 8 מצבים. התמיכה ממוקמת לרוחב, המאפשרת עיבוד:
-
מוצרים בודדים בחתך של עד 20 ס"מ;
-
מוצרי בר בקוטר של עד 5 ס"מ.

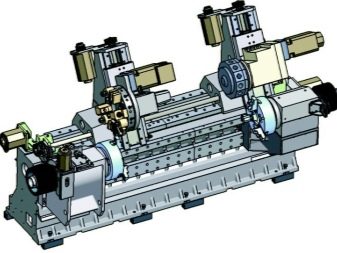
יחידת 1P426DF3, המיוצרת במפעל כלי מכונות Alapaevsk, ידועה היטב. זוהי טכנולוגיה מודרנית עם מודול בקרת תוכנית. הוא מבוקש לייצור יחיד, קטן ובינוני של מוצרי מתכת. זה לא מתאים לעיבוד קבוצות גדולות.
המאפיין העיקרי היה מיקומם של שני הראשים על תמיכת הצלב... אחד מהם משושה, מיועד לעבודה עם משטחים פנימיים, השני עגול, 8 מצבים - עבור חיצוניים.


בנוסף, ציוד מיובא רב, המפורסם בביצועיו, הופיע בשוק הרוסי של מתקנים מפנה בימים אלה.
-
יחידות ST ו-DS מבית Haas Automation (ארה"ב). מכונות אלה מאפשרות לך לעבד מוצרי פלדה מסגסוגת, כמו גם נירוסטה.
-
מכונות GS-200 מהחברה דרך טובה.


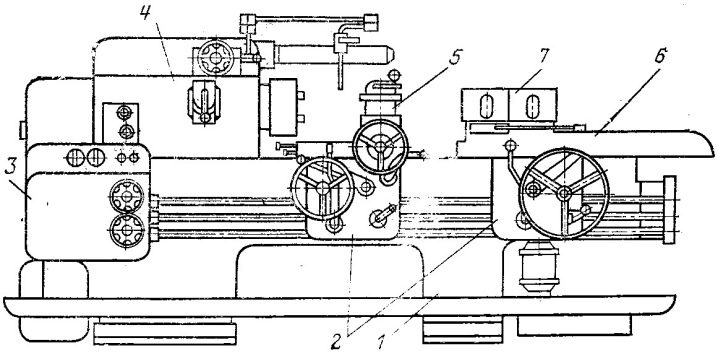
רכיבים
כמו מכונות אחרות, טכנולוגיית מחרטת צריח כוללת שימוש ברכיבים - שומרים, צינורות הדרכה וצירים... כיום היצרנים מציעים מגוון רחב של דגמים, שמספר הצירים בהם עשוי להשתנות. במקביל, נקודות המפתח הבאות מודגשות.
במקרה של מיקום אופקי של ציר ראש העבודה, התומך יכול להסתובב סביב הציר שלו, כמו גם להסתובב לאורך כיוון ציר זה. במקרה זה, הסיבוב מתבצע בו זמנית במספר עמדות עבודה, שמספרם הכולל עולה לעתים קרובות על תריסר.
עם ציר נוטה כמו גם אנכי של הראש, הקליפר הוא קונבנציונלי או מהסוג המסתובב.
TPCs עם CNC גם מניחים מודול שאחראי על עיבוד דיוק גבוה עם יכולת לשנות את הפרמטרים של מיקום הראש. בדרך כלל, היחידות העיקריות שלו מכוסות במעטפת מיוחדת. זה מגביר את בטיחות המפעיל פי כמה.
איזה סוג עבודה מתבצעת?
כפי שכבר צוין, הפרמטרים הטכניים והתפעוליים של מכשירים מודרניים מסתובבים מאפשרים לבצע מגוון פעולות. מוצרים משתנים המוצגים בצורה של גופי מהפכה יכולים לשמש כחסר. המניפולציות הנפוצות ביותר כוללות:
-
חֲרִיטָה על פני השטח החיצוניים, בעוד המעבר יכול להיות מחוספס או גימור;
-
גזירה בעת התקנת אלמנט החיתוך;
-
הַשׁחָלָה - פנימי וחיצוני כאחד;
-
חריצים עומקים ותצורות שונות.

בנוסף לתצורה הגלילית הסטנדרטית, מכונות כאלה מסוגלות לעבד סוגים אחרים של חלקי עבודה.
-
עם סוג בצורת פרופיל - כאשר נעשה שימוש במכונת חריטה-כרסום חצי אוטומטית, אזי החריטה, כמו כל עיבוד אחר, מתבצעת באמצעות תבנית מעוקלת או באמצעות סרגל העתקה.
-
חֲרוּטִי - העיבוד מתבצע באמצעות מכונת צילום מיוחדת. בנוסף, ניתן לקבל משטח חרוטי בשיטת ביצוע הזנה חד פעמית לאורך-רוחב.

ניתן למקם מנגנוני סיבוב צריח קומפקטיים בקטגוריה נפרדת. ניתן להתקין מכשירים כאלה אפילו בסדנאות ביתיות.
מה לקחת בחשבון בעת הבחירה?
בעת בחירת מחרטות צריח, אתה צריך להתמקד בקריטריונים חשובים.
קטגוריית דיוק - כדי לבסס את האפשרות להשתמש בשינוי מסוים של ציוד לעיבוד מוצרי מתכת, יש צורך לדעת איזה דיוק אפשר להשיג. הרוב המכריע של הגרסאות מספקות לכיתה H.
הפרמטרים המקסימליים של החלק - קטע, אורך, כמו גם פריסת יחידות העבודה בינן לבין עצמן.
חומר חומר עבודה - בדרך כלל במכונות כאלה מעובדים ברזל יצוק, פלדה בעלת פחמן גבוה, נמוך או סגסוגת, מותר להפוך סגסוגות אחרות.
הגבלת מספר המהפכות ליחידת זמן - ניתן להשיג חומר עבודה עם דרישות מוגדרות לדיוק ממדי וחספוס אך ורק על ידי ביטול פיתול החלקים למהירות מסוימת. במקרה זה, יש לקחת בחשבון את מספר השידורים הכולל.
היצרנים חייבים לציין נתונים על המהירות המרבית שבה יחידות בודדות יכולות לנוע בעת ביצוע הזנה במהירות גבוהה.

פרמטרי כוח מנוע ומספר מנועים - ככלל, במתקנים קטנים, למנועים יש הספק נמוך, מכיוון שהחלקים המעובדים הם קומפקטיים, ומעט מתכת מוסרת בכל הפעלה. בייצור סדרתי, מנועים חייבים להיות מסוגלים לעמוד בעומסים מתמשכים.
מידות ומשקל הציוד - הרבה יותר קל להתקין מיני מכונות. בנוסף, גדולים בגודל זקוקים להכנה קפדנית של בסיס העבודה.
וגם צריך לקחת את זה בחשבון התרשים הקינמטי של המנגנונים יכול להשתנות... לדוגמה, מודלים בסגנון ישן נוצרו באופן שבו הותקנו גלגלים חלופיים בתצורות מסוימות כדי ליצור סוגים מסוימים של חוטים.
הגנה - שינויים עם CNC מניחים התקנת כיסוי מגן. זה ממזער את הסיכון לפציעה במהלך פעולת הציוד.

במכשירי מפנה מודרניים, התקנת הציוד הדרוש, כמו גם משטחי חיתוך, מתבצעת בדיוק מירבי. ביחידות כאלה, אין צורך בהחלפה ידנית של כלי החיתוך - זה מקטין משמעותית את מהירות העיבוד של כל חלק. כתוצאה מכך, הפרודוקטיביות גדלה, מה שגורר ירידה בעלות עיבוד חלקי העבודה. יחד עם זאת, תיקון של מכונות כאלה גורם לקשיים רבים. לכן, במהלך פעולתם, מוקדשת תשומת לב מיוחדת לתחזוקה מונעת, זיהוי בזמן וביטול בעיות.
תכונות הגדרה
לפני שמתחילים להפעיל את ציוד הפיכת הצריח, חשוב מאוד להגדיר אותו. הוא כולל מספר שלבים עיקריים.
-
התקנת ציוד לקיבוע חומר העבודה, התקנת כלי חיתוך וכלי עזר.
-
הגדרת עצירות, הכרחי להנחיית המוטות והגבלת תנועת הקליפרים.
-
התקנת יחידת הבקרה למצלמות, תקעים, מתגים, ידיות והתקנים נוספים על מנת להשיג תדירות נתונה של תנועה של הציר ואת המהירות הנדרשת של כלי החיתוך.
-
עיבוד מבחן כמה מרכיבי ניסיון, בודקים את התאמתם לפעולה הבאה.
-
פִּיוּס ובמידת הצורך, התאמה מחדש של מיקום העצירות במכונה בהתאם לפרויקט נתון.













התגובה נשלחה בהצלחה.